Газораспределительный и балансирный механизмы ремонтируют в случаях обнаружения неисправностей в их работе, а также если при общей разборке двигателя выявлены повышенные износы, обгары, поломки или другие повреждения деталей.
Снятие и установка клапанов. Перед снятием клапанов необходимо пометить демонтированные головки цилиндров (левую и правую) и клапаны (рисками или кернами). Рекомендуется вывернуть свечи зажигания во избежание их повреждения.
Сжав при помощи съемника (рис. 57) пружины клапана, вынимают сухари и, постепенно отпуская пружины, снимают тарелку, пружины клапана, пружины и шайбу. Проверя-ют, нет ли наклепа на стержне клапана в месте упора сухарей, мешающего выему клапана из направляющей втулки. При не-обходимости зачищают наклеп напильником.
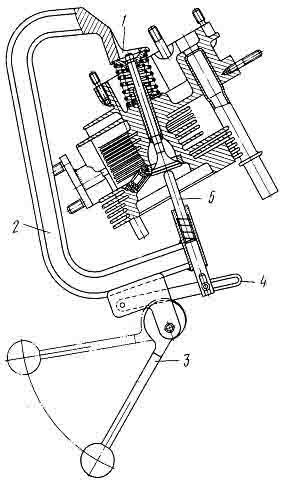
Рис. 57. Съемник пружин клапана: 1—кольцевой упор; 2—скобка; 3— рычаг с ку-лачком; 4—планка; 5—шток
Вынимают клапан из направляющей. Таким же образом снимают остальные клапаны, очищают их от нагара, лаковых отложений и промывают.
Очищают седла клапанов, впускные и выпускные каналы головки цилиндров, направляющие клапанов и промывают головки.
Проверяют состояние клапанов, седел, направляющих втулок, пружин клапанов, выполняют необходимый ремонт и устанавливают клапаны на место в последовательности, обратной разборке.
Проверка состояния стержней клапанов и их направляющих втулок. Если по результатам осмотра нет оснований для выбраковки клапанов (обгар рабочей фаски, задир на стержне), то следует измерить стержни клапанов в двух поясах (/ и //) по двум взаимно перпендикулярным направлениям (рис. 58, а) для определения их износа.
Диаметр стержня нового выпускного клапана 7,925...7,937, впускного 7,955...7,967 мм (см. прил. 2). Непрямолинейность стержня допускается не более 0,01 мм на длине цилиндрической части. Если диаметр стержня впускного клапана менее 7,918 мм, а выпускного менее 7,852 мм, то такие клапаны следует заменить. При отсутствии обгара или облома направляющих втулок клапана измерить диаметр отверстий втулок (рис. 58, б) для суждения об их пригодности по износу. Измерения выполняют в двух плоскостях по двум направлениям: параллельно и перпендикулярно оси коленчатого вала.
Диаметр отверстия новой направляющей втулки клапана 7,992. ..8,020 мм. При износе втулок, если диаметры втулки впускного клапана более 8,057 мм, а выпускного более 8,083 мм, также следует заменить направляющие втулки.
Может возникнуть необходимость в замене клапана и до достижения предельного размера стержня по износу в зависимости от зазора в сопряжении со втулкой. Зазор определяют по результатам замеров, он должен быть не более 0,1 для впускного и 0,15 мм для выпускного клапанов (предельно допустимые зазоры в эксплуатации соответственно 0,15 и 0,20 мм).
Замена направляющих втулок клапана. Изношенную втулку клапана выпрессовывают с помощью оправки и молотка или под прессом. Нагревают головку цилиндров до температуры 200...220°С и запрессовывают новую направляющую втулку ремонтного размера — большую по наружному и уменьшенную по внутреннему диаметрам.
Перед запрессовкой окунают направляющую втулку в масло для двигателя. При запрессовке выдерживают размер (16,0± ±0,1) мм от верхнего торца втулки до плоскости головки цилиндров (поверхности под шайбу пружины клапана), пользуясь оправкой (рис. 59). После запрессовки внутренний диаметр втулки следует развернуть до получения номинального размера 7,992... 8,020 мм.

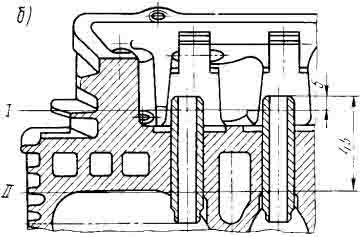
Рис. 58. Схема замеров: а—стержней клапанов; б—направляющих вту-лок клапана
Проверяют прямолинейность отверстия во втулке оправкой диаметром 7,977+0,002 мм. Оправка должна свободно проходить на всю длину втулки. Отверстие должно иметь блестящую поверхность без кольцевых рисок и задиров.
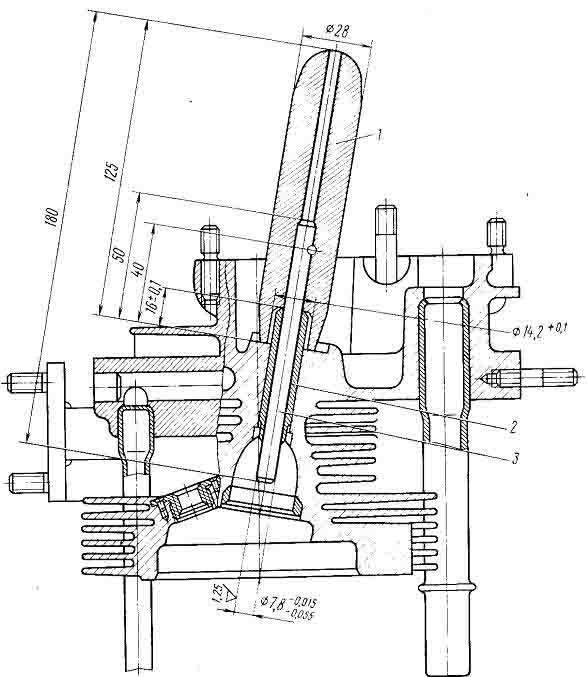
Рис. 59. Оправка для запрессовки направляющих втулок клапанов: 1 — оправка; 2 — направляющая втулка клапана; 3 — направляющий штифт.
Шлифовка фасок головок клапанов. Если на фасках головок клапанов имеется значительная выработка, раковины, небольшие участки прогара или другие повреждения, нарушающие плотность посадки клапанов к седлам, то для удаления их необходимо прошлифовать фаски. Следы точечной эрозии на рабочей фаске не являются основанием для шлифовки клапанов, если они не нарушают уплотнения.
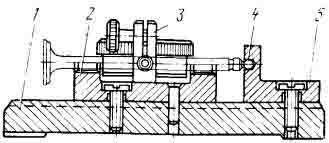
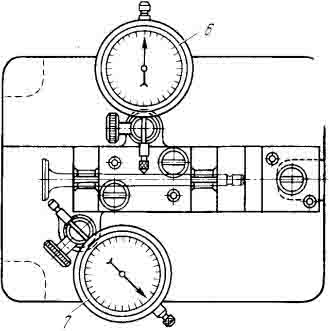
Рис. 60. Приспособление для проверки клапана на концентричность рабочей фаски головки и стержня: 1—плита; 2—призма; 3—держатель; 4— шарик; 5—стойка; 6, 7—индикаторы
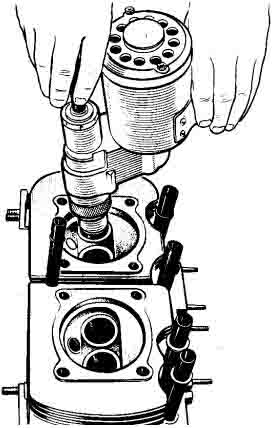
Рис. 61. Шлифовка фаски седла клапана
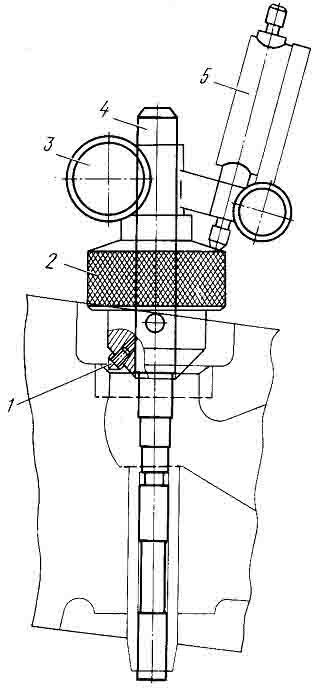
Рис. 62. Приспособление для проверки концентричности фаски седла клапана и оси направляющей втулки: 1—шариковая головка; 2—вращающая муфта; 3—держатель; 4— оправка; 5—индикаторная головка
Рабочие фаски клапанов шлифуют на шлифовальных станках или на универсальном оборудовании с помощью суппортношлифовального приспособления. Рабочую поверхность шлифуют под углом 45° к оси стержня. При шлифовании снимают минимальное количество металла, необходимое для того, чтобы вывести изъян.
Проверяют высоту цилиндрического пояска головки клапана. Если после шлифования фаски эта высота окажется меньше 0,3 мм, то клапан заменяют (см. рис. 63). При обнаружении погнутости стержня клапана его также следует заменить,
Проверяют концентричность рабочей фаски клапана относительно его стержня на приспособлении с индикаторными головками (рис. 60). Взаимное биение поверхности фаски относительно стержня клапана должно быть не более 0,025 мм.
Шлифовка фасок седел клапанов. Эту операцию выполняют при замене направляющих втулок, клапана, а также при износе фасок и для восстановления концентричности фасок относительно отверстий в направляющих втулках.
Седла впускных и выпускных клапанов изготовлены из специального чугуна высокой твердости, поэтому их обрабатывают только шлифованием. Для шлифования применяют шлифовальную машинку с электрическим приводом (рис. 61). Машинка должна быть снабжена набором абразивных кругов с конусами 60, 90 и 120° и наружным диаметром 31...32 мм, набором оправок, вставляемых в отверстия направляющих втулок, и приспособлением для правки абразивных кругов.
Перед шлифовкой фаски подбирают оправку, которая должна плотно входить в отверстие втулки. Шлифовальный камень заправляют под углом 89°±30'. Шлифование седла клапана ведут до тех пор, пока инструмент не начнет снимать металл равномерно по всей окружности. При этом следует избегать излишнего съема металла.
Проверяют концентричность шлифованной фаски седла клапана и оси направляющей втулки приспособлением с индикаторной головкой (рис. 62). Допустимое биение для фасок седел впускных и выпускных клапанов должно быть не более 0,05 мм. При отсутствии приспособления можно ограничиться проверкой прилегания фаски клапана к седлу по краске.
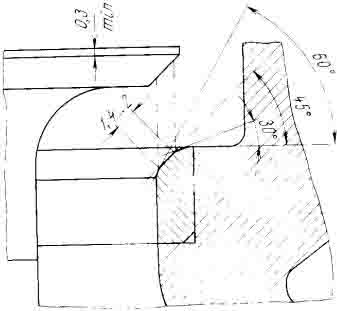
Рис. 63. Углы шлифовки седла клапана
После проверки концентричности проверяют ширину и место расположения на фаске поверхности соприкосновения головки клапана с седлом. Для этого наносят на седле клапана тонкий слой краски (смесь масла с лазурью или ультрамарином). Вставляют клапан в направляющую втулку и, прижимая к седлу, проворачивают его. Поясок краски на рабочей фаске клапана должен располагаться посередине по всей окружности, а ширина пояска должна быть 1,4...2,0 мм как для впускных, так и для выпускных клапанов (рис. 63). Если указанные требования не выполнены, необходимо прошлифовать дополнительно седло клапана. При этом абразивный инструмент должен иметь угол 60 или 120° в зависимости от того, куда требуется сместить рабочую фаску седла клапана.
Замена седла клапана. При обнаружении ослабления посадки седла клапана, трещин или значительных обгаров седло подлежит замене. Вынимают его частями после преднамеренного облома или вырезанием на станке. Перед установкой нового седла следует зачистить гнездо от забоин и тщательно протереть. Нагревают головку цилиндров до температуры 200...220°С. Устанавливают седло на головку так, чтобы фаска на наружном диаметре была направлена к направляющей втулке клапана, а запрессовывают его до упора при помощи оправки (рис. 64). После запрессовки необходимо седло зачеканить по контуру оправкой (рис. 65) и прошлифовать на нем фаску.
Притирка клапанов к седлам. Для обеспечения герметичности после шлифовки рабочих фасок клапанов или седел, при замене направляющей втулки или при незначительных износах седел и го-ловок клапанов клапаны притирают к седлам.
Эту операцию выполняют в следующем порядке. Наносят на фаску головки клапана тонкий слой притирочной пасты, приготовленной в виде смеси мелкого шлифовального порошка (шлифпорошок электрокорунд М14) с маслом для двигателя. Смазывают стержень клапана веретенным маслом, устанавливают его в направляющую втулку, закрепляют в приспособлении (рис. 66) и, вращая поочередно в обе стороны, слегка прижимают к седлу. При притирке клапанов не следует снимать с рабочих фасок клапанов и седел слишком много металла, так как это сокращает число ремонтов седла и клапана и тем самым уменьшает общую продолжительность их службы.
К концу притирки уменьшают содержание шлифовального порошка в притирочной пасте, а с момента, когда притираемые поверхности станут гладкими и примут ровный серый цвет, притирку ведут только на масле. Внешним признаком удовлетворительной притирки является замкнутый поясок одинакового матовосерого цвета на рабочих поверхностях головки клапана и его седла. Ширина пояска должна быть для впускных и выпускных клапанов 1,4...2 мм. После притирки тщательно промывают клапаны и седла от притирочной пасты и проверяют, не попала ли паста на рабочую поверхность направляющих втулок, так как паста может привести к интенсивному износу направляющих и стержней клапанов.
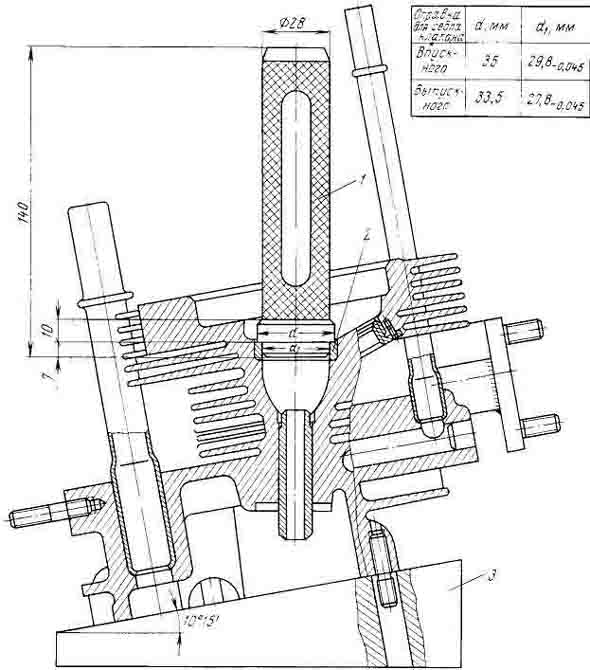
Рис. 64. Оправка для запрессовки седла клапана: 1—оправка: 2—седло клапана; 3—подставка
Для проверки герметичности клапанов необходимо собрать клапанный механизм и залить керосин во впускные и выпускные полости головки цилиндров. При выдержке в течение 3 мин пропуск керосина через клапаны не допускается. В случае пропуска керосина следует повторять притирку.
Проверка состояния клапанных пружин. При проверке измеряют длину пружины в свободном состоянии. Для новых пружин она должна равняться 50 мм±1 мм для наружной и 47 мм±1 мм для внутренней. Если длина пружин меньше указанной на 5%, пружину необходимо заменить.
Кроме того, проверяют перпендикулярность оси пружины к опорному витку, для чего устанавливают угольник на плиту и приставляют к нему вплотную пружину. Наибольшее расстояние верхнего витка до ребра угольника должно быть не более 1,3 мм для наружной пружины и 1,22 мм для внутренней.
После этого проверяют на специальных весах упругость пружины. Усилие, необходимое для сжатия новой наружной пружины до длины 41 мм, должно быть 14,35...16,65 кгс, до длины 32 мм — 28,7...33,3 кгс. Усилие, необходимое для сжатия новой внутренней пружины до длины 38 мм, должно быть 9,9...11,5 кгс, до длины 29мм —20,81...24,19 кгс. Если нагрузка окажется меньше на 5% против указанной, пружины нужно заменить.
Если после шлифовки клапана и седла стержень клапана выступает настолько, что длина установленной пружины при закрытом клапане будет более 42,5 мм, то под опорную шайбу пружин следует установить дополнительную шайбу с тем, чтобы длина пружины при собранном клапанном механизме была 41,0...42,5 мм. В этом случае рабочая упругость пружины будет восстановлена (расчетная длина пружины при закрытом клапане составляет 39,64...41,71 мм).
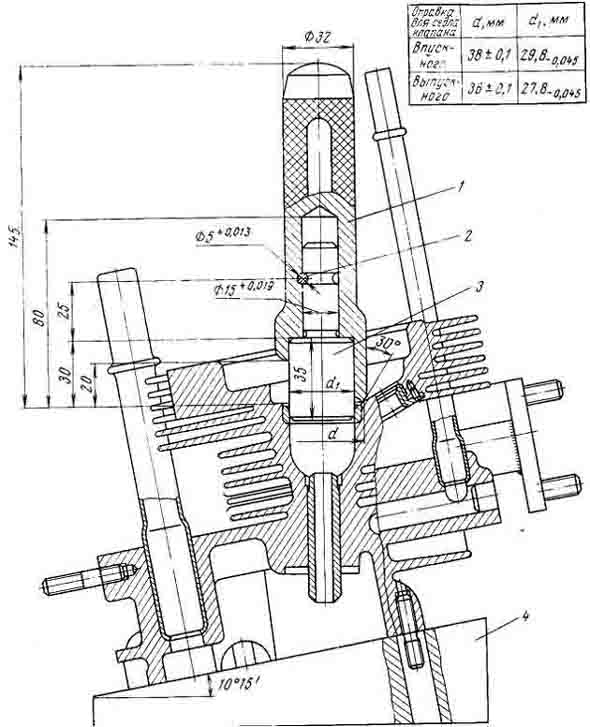
Рис. 65. Оправка для зачеканивания седла клапана: 1—корпус; 2— штифт; 3— вставка; 4— подставка
Проверка состояния наконечников клапанов. При разборке необходимо проверить наконечники стержней клапанов на отсутствие повышенного износа и трещин, нормальную (до упора) посадку на стержни выпускных клапанов. При наличии повреждений на поверхности наконечника с носком коромысла его следует заменить. Устанавливая новый наконечник, проверяют прилегание его по плоскости торца стержня выпускного клапана.
Проверка состояния коромысел клапанов и их валиков. Проверяют чистоту рабочих поверхностей, незначительные натиры зачищают (следы приработки на рабочих поверхностях носков коромысел зачищать не рекомендуется). Прочищают и продувают сжатым воздухом отверстия подвода масла на валиках, коромыслах и регулировочных винтах.
Проверяют посадку коромысел на валике. При подозрении на повышенный зазор измеряют диаметр отверстия в коромысле и валик на участках коромысел (размеры деталей указаны в прил. 2).
Проверяют регулировочные винты на отсутствие повышенного износа сферической опорной поверхности и люфта в резьбовом соединении с коромыслом. При необходимости изношенные винты заменяют. Осматривают гайки регулировочных винтов, при нарушении резьбы или смятых гранях гайки заменяют.
Проверяют плотность посадки торцовых заглушек валиков коромысел. При обнаружении неплотности обжимают заглушку ударами молотка по оправке.
Проверка состояния толкателей клапанов и их штанг. Вынутые толкатели промывают, протирают и тщательно осматривают. Толкатели, имеющие на торцах, соприкасающихся с кулачками распределительного вала, лучевые задиры, износ или выкрашивание поверхности, должны быть заменены новыми с тем, чтобы избежать в последующем повышенного износа кулачков распределительного вала. Если на хорошо приработавшемся торце толкателя имеются только точечные следы выкрашиваний, такой толкатель заменять не рекомендуется.
Проверяют состояние вогнутой сферической поверхности толкателей, работающих по сфере наконечников штанг. Они должны иметь нормально приработанную поверхность без задиров. Негодные толкатели заменяют. Проверяют прямолинейность штанг, состояние сферических поверхностей наконечников и длину. Длина штанг от сферы впадины до сферы выступа должна быть не менее 209,5 мм для штанг выпускных клапанов первого и второго цилинд-ров и 224,5 мм для остальных. Поврежденные детали заменяют.
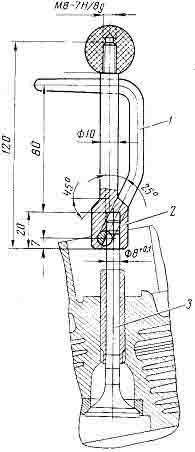
Рис. 66. Приспособление для притирки клапанов: 1 — зажим; 2 — оправка; 3 — клапан.
Проверка состояния уплотнителей кожухов штанг и сливных трубок. В процессе эксплуатации резиновые уплотнители кожухов штанг и сливных трубок от естественного старения теряют эластичные свойства. При затвердевании, наличии остаточной деформации, надрывов или трещин уплотнители кожухов штанг и сливных трубок следует заменить.
Проверка состояния распределительного и балансирного валов. Тщательно промытый и протертый насухо распределительный вал проверяют по состоянию опорных шеек и кулачков. Замеряют опорные шейки, определяют зазоры и сравнивают с данными, приведенными в прил. 2.
Замеряют кулачки распределительного вала по наибольшему и наименьшему профилю. При незначительном износе вершин кулачков их нужно заполировать, в противном случае возможен ускоренный износ торцов даже новых толкателей. Если разность наибольшего и наименьшего размеров профиля хотя бы у одного из кулачков меньше 5,9 мс, вал необходимо заменить.
При установке нового распределительного вала или ведомой шестерни проверяют зазоры в зацеплении шестерен привода распределения, как описано в подразд. «Снятие и установка распределительного вала и балансирного механизма».
Проверяют состояние зубьев шестерни привода масляного насоса и распределителя, выполненной совместно с задней шейкой распределительного вала. При наличии значительного износа и скола зубьев распределительный вал подлежит замене.
При повышенном износе передней и задней втулок балансирного вала восстанавливают монтажный зазор (см. прил. 2) установкой новых втулок. Для этого выпрессовывают старые втулки, запрессовывают новые и растачивают переднюю втулкудо размера 16,000...16,018 мм, заднюю—до 30,00...30,021 мм. Проверяют биение поверхности передней и задней втулок, балансирного вала относительно опорных шеек распределительного вала (см. рис. 12).
Проверяют состояние поверхности зубьев шестерни распределительного вала (как бывший в работе, так и новой); поверхности должны быть гладкими и чистыми. Даже незначительные заусенцы и забоины на зубьях вызывают повышенный шум в работе зацепления. Обнаруженные забоины и заусенцы тщательно зачищают.
Осматривают поверхность кулачка привода топливного насоса — рисок, натиров и выработки на рабочей поверхности не должно быть. Мелкие риски и незначительные натиры на поверхности устраняют полировкой.
Рабочие поверхности деталей балансирного механизма не должны иметь задиров или прихватов. Зацепление шестерни привода балансирного вала проверяют, как описано в подразд. «Снятие и установка распределительного вала и балансирного механизма».
Детали балансирного механизма балансируют статически в комплексе, показанном на рис. 15. Дисбаланс не должен превышать 2,5 г- см. При необходимости замены одной из деталей (кроме болта и шайбы) меняют весь комплект.
