Повреждения кузова автомобиля, попавшего в аварию, могут быть различными по характеру и размерам, поэтому довольно трудно дать исчерпывающую и детальную рекомендацию по их ремонту. Но в любом случае, прежде чем приступить к ремонту поврежденного кузова, необходимо хорошо ознакомиться с его конструкцией, точками сварки и характером повреждения, так как это является существенным условием успешного восстановления кузова.
Наиболее характерными повреждениями кузова могут быть вмятины, царапины, разрывы, пробоины, трещины и перекосы.
Устранение вмятин. Вмятины могут быть с перегибами и складками, с вытяжкой металла или без них. В большинстве случаев следует снять некоторые детали, чтобы получить доступ к поврежденным участкам для удобства выполнения ремонтных работ. Если кузов очень сильно поврежден, необходимо снять все внутренние легкосъемные панели. Это даст возможность устанавливать домкраты для выдавливания вмятин, рихтовки, замера и подгонки поврежденных участков кузова.
На автомобиле, подвергшемся значительному повреждению с ударом в боковую панель или глубокими вмятинами пола кузова с нарушением мест крепления передней и задней подвесок или рулевого управления, в начале рихтовки необходимо проверить совпадение осей передних и задних колес (рис. 185). Любое несовпадение будет выражаться непараллельностью осей передних и задних колес или сдвигом колеи. Однако следует убедиться, не зависит ли непараллельность или сдвиг колес от деформации рычагов передней и задней подвесок. Если несовпадение осей вызвано деформацией кузова, то необходимо с помощью домкратов осуществить вытяжку глубоких вмятин с применением напольных кондукторов (приспособления для проверки базовых мест), на которых фиксируются места крепления механических узлов шасси автомобиля.
Пол кузова должен быть тщательно проверен, и любая деформация должна быть полностью восстановлена. Если глубокую вытяжку с применением домкрата осуществить невозможно, можно применить местный нагрев газовой горелкой с последующей вытяжкой деформированного участка.
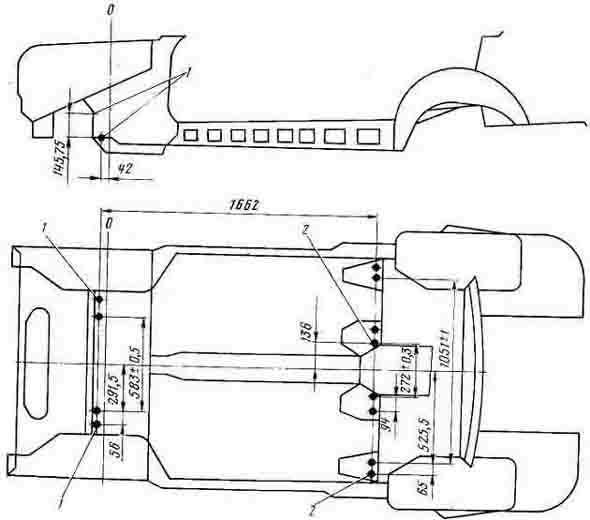
Рис. 185. Точки крепления передней и задней подвесок на полу кузова (основные данные для контроля): 1 — точки крепления передней подвески; 2 — точки крепления задней подвески; О — ось передних колес
Вмятины и царапины правят выколоткой и рихтовкой. Выколотка имеет целью придать детали или панели первоначальную форму при помощи неметаллического инструмента (деревянные, резиновые и пластмассовые молотки). Рихтовка проводится для устранения мелких перегибов и вытяжек металла, возникших в результате повреждения и при выколотке. Задача рихтовки — сделать поверхность металла гладкой, а кривизну поверхностей — плавной. Рихтовку выполняют рихтовальными молотками и поддержками. Рабочие поверхности поддержек и рихтовальных молотков должны быть абсолютно чистыми и гладкими. Так как формы поверхностей кузова и оперения очень разнообразны, для выколотки и рихтовки применяют комплекты выколоточных и рихтовальных инструментов, обеспечивающих правку даже в труднодоступных местах
Если рихтовкой не удается получить достаточно гладкую поверхность, что возможно при значительной деформации панели, или когда ремонтируемая часть кузова недоступна для рихтовки, поверхность выравнивают заделкой различными заполнителями (припоями или пластическими массами). В этих случаях, когда имеется свободный доступ к поврежденным местам с нелицевой стороны, выколотку и рихтовку выполняют без снятия деталей. В противном случае необходимо или снимать поврежденные детали, или обеспечивать доступ к их нелицевой стороне иными средствами. Иногда, например, приходится вырезать нелицевую панель, затрудняющую доступ к панели, требущей ремонта. В некоторых случаях может понадобиться вырезка повреждений лицевой панели.
Если вмятина не имеет перегибов и вытяжки материала, то при выколотке следует проявлять исключительную осторожность, чтобы лишними или чрезмерно сильными ударами не растянуть металл. Панели кузова и оперения, деформированные вытяжкой, стремятся сохранить приданную им форму. Поэтому при выколотке вмятин, не имеющих перегибов или вытяжки, часто удается восстановить прежнюю форму детали без рихтовки. Иногда удается сохранить даже красочное покрытие.
Выколотка осуществляется на весу или на деревянной подкладке при помощи неметаллической киянки. Удары киянкой наносят, начиная с середины, постепенно переходят к краю вмятины. После выколотки вмятин, имеющих перегибы или вытяжку, поверхности обязательно следует отрихтовать.
Если вмятина имеет резкие перегибы с острыми углами или складками, выколотку рекомендуется начинать с правки острого угла или складки. При рихтовке под панель подставляют поддержку. Удары рихтовальным молотком наносят по выпуклостям так, чтобы рабочие поверхности молотка и поддержки как бы сжимали деформированные места. Ударять следует точно в направлении поддержки. При этом выпуклые места осаживаются, а вогнутые выгибаются.
Рихтовальный молоток имеет одну совершенно плоскую поверхность для рихтовки выпуклых поверхностей, а вторую — слегка выпуклую, для рихтовки вогнутых поверхностей.
Рихтовка считается удовлетворительной, если рука не ощущает неровностей. Если металл на участке вмятины был вытянут, то после правки обычно образуется выпуклость. Небольшую выпуклость можно выровнять вытяжкой металла на участках, непосредственно прилегающих к основанию выпуклости. Для этого рихтовальным молотком наносят удары в направлении подставленной поддержки, добиваясь плавного перехода к окружающей выпуклости поверх-ности.
Отремонтированный таким образом участок поверхности остается все же более выпуклым по сравнению с нормальной его формой. но в данном случае выпуклость становится малозаметной.
В случае больших остаточных выпуклостей металл можно осадить нагревом газовой горелкой до вишневокрасного цвета. Сначала нагревают центр выпуклости. В разогретой части возникают напряжения сжатия, которые приводят к осадке металла вследствие различия температур между центром и периферией ремонтируемого участка. Если после первого нагрева не удается полностью устранить выпуклость, то последовательно нагревают еще четыре — шесть участков вокруг первого места осадки. Для ускорения правки выпуклостей таким способом можно проводить осадку металла в нагретой части деревянной киянкой.
Ремонт повреждений кузова вырезкой и заваркой осуществляется в следующих случаях: нет доступа к нелицевой стороне повреждений панели (вырезается затрудняющая доступ внутренняя панель) : несъемная деталь сильно повреждена и не может быть выправлена на месте.
Вырезку в панелях можно осуществлять вручную при помощи просечек и пневматического молотка, резака или пламени газовой горелки. В тех случаях, когда приходится вырезать часть панели для обеспечения доступа к поврежденной детали кузова, после правки вырезанную часть приваривают на место. Вместо вырезанных, пришедших в негодность частей, приваривают ремонтные детали, которые, как правило, изготавливают вручную.
Разрывы и пробоины в панелях после правки, а также трещины заваривают непосредственно или с наложением заплаты. Основным способом сварки при ремонте повреждений кузова является газовая сварка.
Выравнивание повреждений панелей заполнителями. Для выравнивания поверхностей кузова после сварки, а также в тех случаях, когда рихтовкой невозможно получить достаточно гладкую поверхность панели кузова, применяют оловянистые припои ПОС-ЗО и ПОС-18, порошковые пластмассы и мастики на основе эпоксидных смол. Сварные швы предварительно зачищают, насколько это возможно, опиливанием или шлифованием абразивным кругом.
При выравнивании припоем поверхность зачищают наждачной шкуркой или стальной щеткой, протравливают хлористым цинком и облуживают. Затем газовой горелкой нагревают выравниваемую поверхность и расплавляют припой в ванночке до кашицеобразного состояния. Пользуясь специальным паяльником в виде лопатки, припой наносят на поверхность, разглаживая его и придавая нужную форму. Слой припоя накладывают с некоторым припуском на последующую механическую обработку Обрабатывают напаянную поверхность вручную рашпилем или при помощи вращающегося наждачного круга.
Широко применяется заполнение неровностей порошковой пластмассой способом пламенного напыливания. Указанный способ применяется на авторемонтных заводах и станциях технического обслуживания. Для мелких ремонтных мастерских и индивидуальных владельцев такой способ непригоден, так. как он требует довольно ложной аппаратуры. Более простой способ выравнивания поверхностей, не требующий специального оборудования, основан на использовании мастики из эпоксидных смол.
Перед нанесением мастики необходимо очистить поверхность от грязи и коррозии, обезжирить и придать ей шероховатость. Подготовленную к приготовлению мастику наносят на поверхность металлическим или резиновым шпателем. В первый момент после нанесения вязкость мастики еще мала и она может течь, поэтому ее рекомендуется время от времени подправлять шпателем. Через 5...10 мин вязкость мастики увеличивается на поверхности. Полное затвердевание мастики наступает через 15...20 ч.
Пластмассовые заполнители подвергаются механической обработке так же, как и оловянные припои. Механически обрабатывать эпоксидные мастики следует не ранее чем через 15...20 ч после нанесения.
Замена крыльев. В случае значительного повреждения передних крыльев кузова (образовались гофры, разрывы, искажена форма крыла и др.) необходимо заменить их новыми. Для этой цели автомобильный завод поставляет в запасные части передние крылья: детали № 968М-8403010-Р—правое крыло и 968М-8403011-Р— левое крыло. Замена крыльев является сравнительно сложной технологической операцией и допустима лишь в хорошо оснащенных мастерских при наличии газовой сварки.
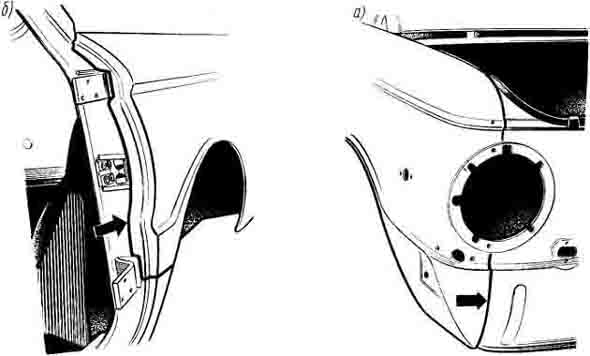
Рис. 186. Линии среза крыла для замены: а вид спереди: б вид со стороны дверного проема
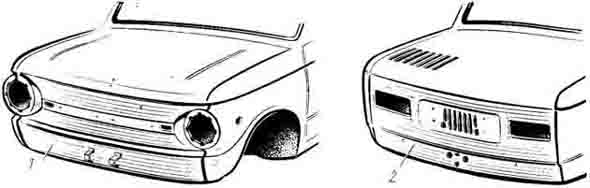
Рис. 187. Заменяемые облицовки кузова: 1 — облицовка передка; 2 — панель задка
Для замены поврежденного крыла необходимо:
снять с крыла фару, указатель поворотов и повторитель поворотов с электропроводкой, резиновые буферки и уплотнитель, отвести от брызговика электропроводку, вывесить переднюю часть кузова на высоту не менее 0,5 м и надежно поставить на козлы;
отсоединить от кузова буфера и снять колесо. При помощи молотка и просечки пневматическим резаком или пламенем газовой горелки вырезать деформированное крыло (рис. 186), а затем напильником или наждачным кругом опилить линии среза:
подогнать новое крыло по месту и прихватить его газовой сваркой по всему периметру со швом длиной 5...10 мм и с шагом 100...150 мм, затем места соединения заварить полностью. Сварку крыла в передний части следует выполнять с внутренней стороны по торцу отгибного фланца, заднюю (в дверном проеме) и нижнюю части крыла приварить внахлестку, а верхнюю часть крыла приварить по отгибному фланцу с торца:
места сварки обработать напильником, зачистить абразивным кругом. Лицевые поверхности, где это необходимо, покрыть оловянистым припоем или специальными мастиками и обработать рашпилем.
Замена облицовки передка и панели задка. При значительных повреждениях облицовки передка, когда восстановление описанными выше приемами представляет большую сложность и трудоемкость, надо поврежденную облицовку заменить новой (деталь № 968М 8401120 Р—облицовка передка). Замена облицовки, так же как и замена крыльев, выполнима в хорошо оснащенных мастерских при наличии газовой сварки.
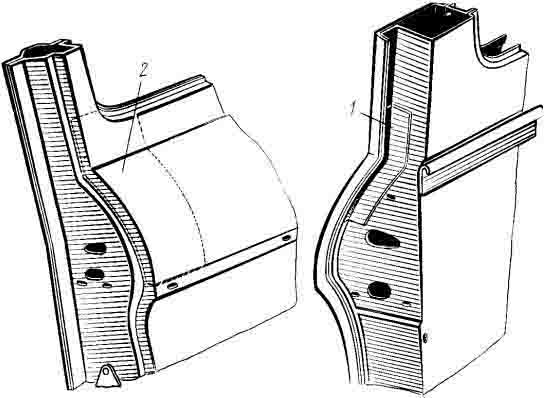
Рис. 188. Ремонт трещин на панелях кузова: 1 — заплата на стойке двери: 2 —заплата на облицовке боковины
Для замены облицовки передка 1 (рис. 187) надо снять с облицовки буфер, фары, указатель поворотов, облицовочные накладки, звуковой сигнал. Отвести от передка электропровода, освободить багажник от инструмента и других принадлежностей. Таким же способом, как и при замене крыла, вырезать деформированную облицовку. Новую облицовку подогнать по месту и таким же способом, как крылья, приварить ее к кузову.
Для замены панели задка (деталь № 968М-5601010-10Р— панель задка) надо снять буфер, фонари, номерной знак, запасное колесо, отсоединить детали воздуховода, отвести электропроводку, таким же путем, как и облицовку передка, вырезать, подогнать по месту и приварить к кузову панель задка 2.
Все операции по зачистке, оплавке, шпатлевке и окраске описаны выше.
Ремонт кузова при разрушении панелей. На рис. 188 показаны вероятные места образования трещин на панелях кузова.
На место образования трещины необходимо приложить деталь, изготовленную по конфигурации поверхности панели, и очертить кромки наложенной детали чертилкой. По очерченному контуру очистить от краски и грунта полоску шириной 10...15 мм. Затем очерченный участок промять (осадить) при помощи молотка, оправок и чеканок так, чтобы у очерченных краев вмятина не углублялась более чем на 1...1,5 мм. На подготовленное место установить изготовленную деталь и окончательно подогнать по месту и приварить ее по контуру непрерывным швом желательно сваркой в среде защитных газов (проволокой d== мм марки Св 08 гс или Св 08 гчс, сила тока 120 А, скорость подачи 200 м/ч). Швы следует зачистить и подготовить под окраску таким же способом, как описано выше.
